轴类零件中工艺规程的制定直接关系到工件质量、劳动生产率和经济效益。一个零件可以有几种不同的加工方法,但只有一种更合理。制定加工工艺规程时,应注意以下几点。
1、在零件图的工艺分析中,需要了解零件的结构特点、精度、材料、热处理等技术要求,学习产品装配图、零部件装配图、验收标准。
2、一般渗碳零件的加工路线如下:下料锻造正火粗加工半精加工渗碳脱碳(对于不需要增加硬度的零件)淬火车螺纹、钻孔或铣削粗磨低温时效半精磨低温时效精磨。
3、粗基准的选择:如果有非加工表面,则应选择非加工表面作为粗基准。对于所有表面都要加工的铸造轴,根据具有最小加工余量的表面将其对准。并选择一个平坦光滑的表面来避开大门。选择坚实可靠的表面作为粗基准,同时粗基准不能重复使用。
4、精基准选择:为了符合基准重合的原则,尽可能选择设计基准或装配基准作为定位基准。符合基准统一的原则。在大多数过程中,尽量使用相同的定位基准。尽可能使定位基准与测量基准重合。选择精度高、安装稳定可靠的表面作为精基准。
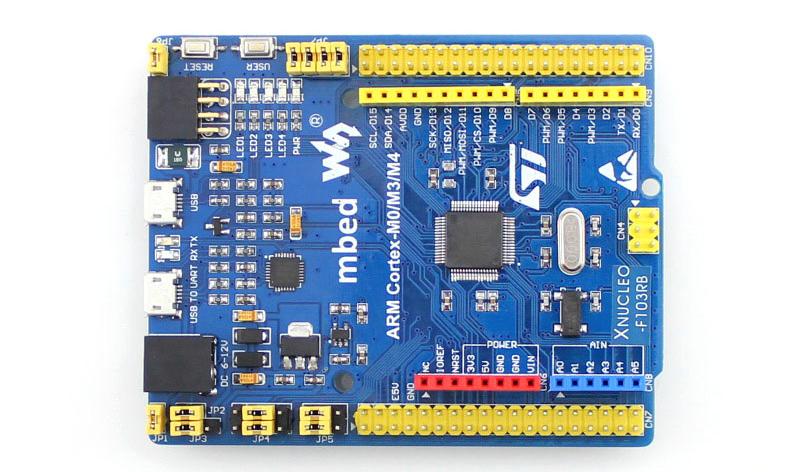
内圆磨具主轴
鉴于上述要求,给出以下例子。渗碳主轴(如上图),每批40件,材质为20Cr,除内外螺纹外,范围为s 0.9-C59。渗碳零件的工艺比较复杂,需要画出粗加工工艺草图(如图)。
工艺草图
主轴加工过程
1、汽车
工艺中使用的设备:CA6140,莫氏3号铰刀,莫氏3号塞规1: 5环规。
工艺内容:根据工艺草图将所有零件车削到尺寸。
(1)在一端钻一个中心孔2。
(2) 1: 5锥度和莫氏3 #内锥着色检查,接触面大于60%。
(3)外圆到待磨中心孔的径向跳动不应大于0.1。
注:最后检查一下。
2、淬火
工艺内容:热处理S0.9-C59。
3、汽车
工艺内容:脱碳。一端夹紧牢固,另一端居中。
(1)小车端面应保证36右端面台阶到轴端的长度为40。
(2)钻5B型中心孔
(3)转身
(4)车端面,取总长340到尺寸,继续钻至85,60度倒角。
4、汽车
工艺设备:CA6140
流程内容:一夹一顶
(1)车床m301.56g左螺纹大直径和30JS5至306 . 05 . 0。
(2)小车25至25 0.2 0.1长43
(3)汽车35-353 0.4-0.3
(4)车削砂轮超程槽
5、汽车
流程内容:转身,一夹一顶。
(1)车床m301.56g螺纹大直径和30JS5至30 0.6 0.5。
(2)小车40-40 0.6-0.5
(3)车削砂轮超程槽
6、铣削
工艺内容:铣190.28两个平面到尺寸。
7、加热
工艺内容:热处理HRC59
8、研究
工艺内容:两端磨中心孔。
9、外部研磨
工艺设备:M1430A。
过程内容:两个中心,(另一端用锥塞住)
(1)粗磨40外圆,留0.1 ~ 0.15的余量。
(2)粗磨30js外圆至30t 0 . 10 . 08(两处)并磨出。
(3)粗磨1:5锥度,留有磨削余量。
10、内部研磨
工艺设备:M1432A
工艺内容:使用V型夹具(30js 5两个外圆定位)。
莫氏三锥(用莫氏三锥塞改装)的磨削余量为0.2 ~ 0.25。
11、热
工艺内容:低温时效处理(烘烤)消除内应力。
12、公共汽车
工艺设备:Z-2027
工艺内容:一端夹紧,另一端放在中心架上。
(1)钻一个10.5的孔,用导套定位,螺纹不会被攻丝。
(2)转身,钻5,攻M6-6h内螺纹。
(3)co的60中心孔
(1)将40和3525外圆精磨至尺寸。
(2)将M301.5 M301.5左螺纹铣至30-0.2-0.3-
(3)半精磨30js5 2至300.04 0.03
(4)将锥度细磨至1:5的尺寸,用着色法检查接触面大于85%。
16、研磨
工艺内容:工件夹在两个顶尖之间,磨削螺纹。
(1)将m301.56g的左螺纹铣削至尺寸。
(2)研磨m301.56g螺纹至尺寸。
17、研究
工艺内容:研磨中心孔Ra0.4
18、外部研磨
工艺设备:M1432A
流程内容:
(1)精磨和工件夹紧在两个中心之间
(2)细磨2-30-0.003-0.007至尺寸,并注意形位公差。
19、内部研磨
工艺中使用的设备:MG1432A
流程内容:
将工件装在V型夹具中,以1 30外圆为基准,精磨莫氏3号内锥孔(不插电,位于2 30js 5外圆上),接触面大于80%。注意技术要求“1”和“2”。
20.钚
工艺内容:清洗并涂防锈油,将工件垂直悬挂入库。
对此类轴类零件加工的几点说明:
1.采用两个中心孔作为定位基准,符合上述基准重合和基准统一的原则。
2.首先以外圆为粗基准,车削端面并钻中心孔,然后以两个中心孔为定位基准粗车外圆,再以粗车外圆为定位基准加工锥孔。这就是互基准原理,使得加工每次都有一个精度更高的定位基准。3号莫尔斯锥精度要求高。因此,以2-30js 5外圆为定位基准,需要使用V型夹具来满足形位公差的要求。车内转锥时,一端用爪子夹住,另一端放在中心架上,外圆也作为精基准。
3.半精加工和精加工外圆时,采用锥塞,锥塞的中心孔作为精加工轴外圆表面的定位基准。
锥形塞的要求:
锥塞精度高,保证锥塞锥面与其中心孔同轴度高。
锥塞安装后不应更换,以减少重复安装造成的安装误差。
(3)锥形塞的外径应在轴端附近带有外螺纹,以便于拆卸锥形塞。
4.主轴采用20Cr低碳合金钢渗碳淬火,在不需要淬火的零件(M30 1.5-6g左、M30 1.5-6g、M12-6h、M6-6h)表面留有2.5-3 mm的脱碳层。
5.淬火后的螺纹不能在车床上加工。如果先车螺纹再淬火,螺纹会变形。所以螺纹一般不允许淬硬,需要在工件中螺纹部分的直径和长度上留一层碳。对于内螺纹,孔口处还应留有3毫米的脱碳层。
6.为了保证中心孔的精度,工件的中心孔不允许淬硬。因此,坯料的总长度延长了6mm。
7.为保证工件外圆的磨削精度,热处理后应安排磨削中心孔的工序,表面粗糙度要精细。磨削外圆时,工件的圆度主要受两个中心孔的同轴度和中心孔圆度误差的影响。
8.为了消除磨削应力,在粗磨后安排低温时效工艺(烘烤)。
9.为了获得高精度的外圆,磨削分为粗磨、半精磨和精磨。精磨在高精度磨床上进行。
审核编辑:李倩